
本ページでは、株式会社シナジーテクニカ様に対するコンサルティング実績をご紹介しています。
株式会社シナジーテクニカ様は、三菱電機株式会社の関連会社であるミヨシ電子株式会社半導体事業部の製 造に特化したグループ企業として、1999年(平成11年)6月に設立された。
設計や装置技術を取り入れた製造展開、半導体センサーやハイブリッドIC応用製品、高周波製品など、 半導体加工と情報通信技術の融合も含め、顧客からの高い評価を受けている。
A I、IoT、ロボット、自動車、通信システムなど、幅広い用途に使われる半導体。その需要は上昇の一途 をたどる。しかし売上は横ばいでも市場要求は右肩上がりの状況にある。需要拡大に伴う競争激化は必定だ。 ミヨシ電子グループの製造主力工場として、半導体製造に求められるのは付加価値の高いモノづくり。新 開発部門の立ち上げも含め、更な る業務効率の改善と多様化する製造技術の領域に順応し、幅広い市 場要求に対応できる体制づくりが 求められている。
主力の車載部門であるデジタル応用部と旧来からの高周波製造部。今回は2つの部門で推進中の改善活動をインタビューした。
(※ASAP 2017年 No.3より抜粋)


上段左から
奥貴志氏、升井哲也氏、荒尾好宏氏、山口健次氏、奥垣一行氏、伊藤英樹氏
下段左から
影山洸輝氏、本田貴史氏、中博之氏、池田忠治氏、山木戸祐貴氏
やらされ感を払拭する
活動開始の背景にはどんな課題があったのでしょうか。
荒尾:
以前より、当社では管理監督者が主導して改善を進める慣例になっていました。しかしながら、私たち管理監督者の着眼点や発想にも限界があります。活動を続けるうちに、改善成果を出す事がだんだん難し くなってきました。また、考える人と活動する人が異なれば、当然お互いの意見もぶつかります。
その結果、実際に活動する側の「やらされ感」が高ま り、モチベーション低下の常態化が見られるようになりました。改善活動にとって最も大切な主体性が失われてい ったのです。これが活動開始の背景にあった課題です。
コンサルティング導入のきっかけは何でしょうか。
谷川:
数年前にミヨシ電子株式会社から紹介されたのがきっかけです。テクノ経営とは長くお付き合いされていた経緯もあり、ぜひともやってみないかということでした。
様々な品種を立ち上げる過程で多くのロスが発生しており、当社では旧機種の製造部門もあり、早期に社内体制の改善を進める必要を感じていました。トップダウンによる改善活動は進めてきましたが、現場としては改善の頭打ち。そうした背景もあり、新しい改善活動の切り口により付加価値を高めるため支援を頂くことにいたしました。
荒尾: 自分たちだけの世界では限られた発想しか湧き ません。外部の知識を取り入れ、参考にすることにも意義がある。自分たちの固定概念がある、そこを外部から見てもらって「そうじゃない」と言ってもらう。 そういう機会がないと、たぶん一歩も前に進まないと思います。先程も話題に出ましたが実際、改善が頭打ち状態だったという背景もあります。
谷川: 以前は三菱電機の生産技術部などから講師を招いて研修を実施していました。現在の部長クラスなどが受講し、改善手法などを学んでいたのですが、それから相当な期間が経ち人の構成も変わっています。新たな改善手法などを学ぶという点でもコンサル導入は有効だと感じました。
V-UP活動で、価値向上を目指す
活動の概要についてお聞かせください。
谷川:
活動開始は2016年3月、ちょうど1年が経過しました。成果報告会を先日開催し、2年目の活動に向けて意気を盛り上げたところです。
V-UP活動という名称は、実は私が命名させて頂 いたものなのですが、まずValue(価値)を高めるとい うことが頭に浮かび、その中でみんなの意識を高める ためには、Valueを目指すためのテーマが必要ではないかと考えました。
活動名のVには6つの意味があり、それらをUP(向上)させることで、最終的な利益向上をめざす。つまりVictory(勝利)を目標に活動するという意味が込められており、価値を高める事を第一優先に考えています。これが基本であり、これがないと恐らくやっていけない。これらの要素を高めないと会社も良くならないという自覚もありました。ゆくゆくは世界の市場で勝っていく、生き残っていくという事を最終目標に、まずは価値向上という視点で宣言しました。
V-UP活動には「知識と行動」を身につけるという含意があります。そして、活動成果を定量的に把握し、知識を使い行動していくための着眼点として、職場の作業を価値作業(主体作業)、付帯作業、ムダ作業に3区分して捉えて活動を進めて行きます。
・価値作業とは、純然たる価値作業でお客様からお金を戴ける部分。
・付帯作業とは、運搬や片付けなどの作業。
・ムダ作業とは、空歩行やモノ探し等を指します。
この3つを客観的に数値化し、把握を行い、価値作 業の割合を増やしていく活動につなげる事で現場の作業環境の改善、同時に会社自体の発展も目指します。 また、この活動を通して今まで以上にみんなが活躍できる事を期待しています。
V-UP活動の対象部門をご紹介ください。
荒尾:
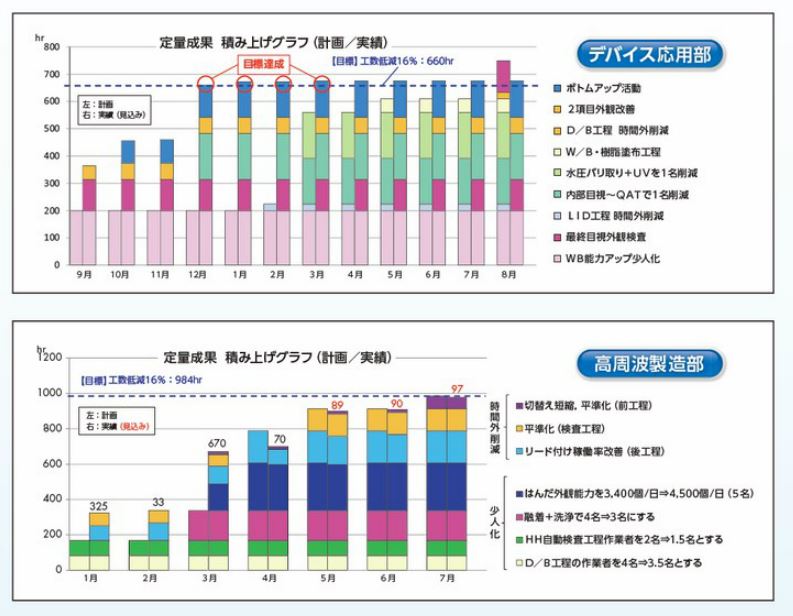
今回の活動は、デバイス応用部と高周波製造部という異なる製品を扱う2部門で展開しました。
デバイス応用部は、当社事業のウエイトが大きい車 載用半導体の製造を担当しています。業界内の評価に 対する自負はありますが、厳しい競争環境にあるのは 事実です。お客様からの高い要望に対し、価格や納期面などの対応力をつける必要があり、設備・機械化も 進めているのですが、まずヒトの作業という改善テーマが残っている。それをどう進めるかが課題となっていました。
一方、高周波製造部では高周波製品のモジュール製造を行っています。現在、こうした旧製品の製造およびカタログ販売を行っているのは全世界で当社だけとなりました。それだけに希少価値もあり、三菱電機株式会社からの事業移管を受けて、過去40年をかけて成熟してきた事業なのですが、今後の方向性で行き詰るところもあり、改善が必要な部門となっています。ある意味では、先程の活動開始の経緯に入るのかもしれませんが、改善の頭打ち状態の状況ではトップダ ウンでやっていってもなかなかネタも尽きてありません。また当時(1年前)は経営損益もいま一つ、生産に追われるという中で目標達成できない現実もあって、まず効率を高めないといけない。そういう背景で、先端的な車載と伝統的な高周波製造という対照的な2部門を選定して取り組みました。
自主目標の設定と改善推進
活動の目標設定はどのように進められましたか。
荒尾:
まずは会社方針である15%改善を目指すべき目標と捉えました。
ただ、やはりトップダウンだけでは改善活動が成り立たないことは分っています。ボトムアップでやらないと現場も活性化しないことが実感できました。そこで、まずはトップダウンで15%という目標はあるが、実際には自分たちでどこまでやるか。目指すべき目標を現場から引っ張り出す、その自主性を残すことにしたのです。
15%という全社目標に準拠しながらも取組み目標は各部門が決めました。デバイス応用も高周波製造も15%をまずは達成する。実際には15%の上をいく16%という目標数値が出てきたのですが、それも活動を通じてなんとか目途が立って実績が出来てきたことは進歩だと思います。
山木戸: 改善の活動指標としては価値効率の測定による仕分けを実施しました。各グループで作業内容を洗い出し、価値・付帯・ムダに作業区分。価値作業に対する認識を揃えました。付帯作業やムダ作業に対する改善を進めながら、日々の実績を「価値効率グラフ」 として活動指標として運用しました。

気付きメモの記入風景
C改善(日常改善)についてお話しください。
荒尾: C改善では、やはり現場の底力を出すことが重要、そこが難しく一番苦労したところでもあります。 管理監督職だけで一から十まで把握するのはムリ、見えないところを知っている現場担当者や作業者が活性化しないと生き生きした改善はできません。C改善は継続することに意義がありますが、そこから先の改善につなげるには、やはりネタ出しが重要。現場からいかに引き出してくるかだと思います。

活動風景
山木戸: 改善の進め方は、まず「気づきメモ」を毎週 提出、各グループで掲示板に貼っていきます。それをもとに「改善ミーティグ」を実施、改善について話し合う時間を持ちます。月1回の改善を実施し、その結果をエクセルでまとめ、掲示板で公開することにしました。
D改善(プロジェクト改善)にはどう取り組まれた のでしょうか。
荒尾:
D改善は「多能工化による活人化」をテーマに管理監督職が中心となって進めました。いろいろな想定で配置を換え、どうすればやり易くなるかを追究しました。各工程の改善により余裕が生まれ、その効果が現れてきました。
具体的な内容としては、月1回、計5回の「IEセミナー」を実施しました。学んだ内容を各製造部で実践することで体得していきました。教育の効果として、 定量的な成果を出すことが出来た背景にはコンサルタントの指導力もあったと思います。
改善の方法論はつかめたが反省点もある
1年目を経過されて活動の成果はいかがでしょうか。
荒尾:
数値的な成果としては充分に達成出来ました。 ただ、確かに目標的には達成出来ていますが、活動の内容を深耕すると検討が必要なところもあります。良い面と反省すべき面が混在している、それがまさに2部門で対照的に表れたというのが正直な実感でもあります。
デバイス応用部については、C改善(日常改善)、D改善(プロジェクト改善)ともうまく回って、改善効果の刈取りができたのですが、一方、高周波事業部につ いては、プロジェクト型のD改善は出来たが、生産計画の都合でC改善が一時的に滞る結果に終わりました。生産がうまくいっておらず設備も古くてモノができない。人海戦術で造らざるを得ない状況に陥っていました。そこで「あれもこれもはできない」という声が現場から出たため、私たち管理監督職が踏ん張って活動を続けるから、生産に集中しろと活動を停止してしまった。そこを辛抱して次のステップを考えるのも一つの手だったかもしれません。それが今後の反省点としてあります。
デバイス応用部では、苦しくても何とか活動を続けたのでC改善も上手く行きました。しかし、高周波製造部では日常的な改善がなかなか浸透できなかった。やろうという意識はあっても一旦止めてしまうとしんどかった。再度、継続しようとして取り組んでいるが 意欲が下がるのはどうしても否めません。ただ大きな変化もあります。活動のスタンスや考え方が確立できたという成果です。コンサルタントから、様々な考え方や改善手法を教えていただき、グループリーダーや班長も新しいやり方を勉強して習得出来たことは良かった。改善の方法論が身についたこと、「いやいやまだあるよ」という発見がありました。
改善は現場教育にも役立つと言われますが。
荒尾: 現場で行う教育は、やってみないと分かりません。セミナーだと一方的に聞くだけなので、自分の立場に置き換えて理解することが難しい。それができるレベルの人はごくわずかだろうと思います。だから実際に現場に来てもらって、自分が取り組んでいる現場の改善を指導して頂き、「どうすればできるか」を考え、 試行錯誤を通じて身に付けていく。実践を通じて改善の知識を養うこと、これが生きた教育だと思います。 高村コンサルタントからは、さまざまな改善手法や考え方を教えて頂きました。非常に多くの知識をお持ちの方だなと感じています。
事務局のがんばりが活動を支えた
改善活動でご苦労された点はなんでしょうか。
山木戸:
やはり事務局として活動の準備が大変でした。 当社ではコンサルティングも初めてなので、現場の皆さんも何をするのかがよく分っていない。その説明にも時間が掛りました。活動に入り込むまでが大変で、そこが一番苦労しました。
特に活動当初の、価値日報(活動指標)の作成では、グループ内で価値の認識を揃えるのにとても時間が掛り苦労しました。最終的には意見もまとまり、各々の作業の「価値」を認識できました。価値日報は現在も順調に運用できています。
また、C改善の発表会を開催した際に、経営層へ発表する機会がほとんど無かったこともあって、発表者の方は準備の段階からとても緊張されておりました。 何度も発表練習に付き合い、無事に発表会も成功に終わりました。事務局としては大変でしたが、活動メンバーの方々の「改善成果を伝えたい」という姿勢と、 発表後のホッとした表情に、事務局として安心したのが印象に残っています。
事務局のサポートが功を奏したのですね。
荒尾: 今回の活動で事務局が奔走してくれたのは事実 です。それには非常に感謝しております。私自身としては、情報を伝え、人を動かすことの難しさを学びました。今までの活動がずっとトップダウンでやってきただけに、私が何かをいうと「また部長が何か言っているな」という受け取り方をされる。なかなかいい反応は返ってこない訳です。ところが若い高村コンサル タントが来ると、なぜかみんな言うことを聞く。やはり内部だけではどうしても限界があります。外部から来られると雰囲気も変わって良い効果があることを実感しました。
確かに人をやる気にするのは難しいものです。
荒尾:
グループリーダーなどはコンサルタントの話を理解してやっていますが、下に情報を伝えることが難しいのだなと思います。自分自身が分かるのと他人に伝えるのでは、少し方法論が異なります。
デバイス応用部は製品も新しく人員も若い人が多い。 しかし対照的に高周波は設備も古く、人員も再雇用の方を含めて、昔から勤務している人が多数働いています。彼らとしては「これが正しいやり方」といった固定概念を持っていて、それを打ち崩すことは非常に難しい。思っているように人は動いてくれない。これが改善活動を通じて感じた苦労でした。
今後も継続してV-UP活動を展開
今後の改善についてはいかがでしょうか。
荒尾:
現在、高周波については材料の切り替えが進んでおり、造り溜めをしなければならない状況にあります。生産量が急激に増えるなか、いかに多能工化を進めるか、ムダな作業をいかに減らすか。ムダを無くして利益に結び付く価値のある作業を増やさなければいくら人手があっても足りません。その問題をいかに解決するかが課題です。増員も考えており、新しく入社した人が無理なく作業に入れるように、現場をきれいにしていくことが大切です。まず下地作りをすることが必要になっています。
デバイス応用部は、需要が少し低迷する傾向もある ので、いかに効率を上げていくか、ここでも多能工化をしなければコスト的に苦しくなってくる。更に改善を進めることが必要です。やはりボトムアップによる日常改善をどのように発展させていくかが課題です。 改善活動というものは地道なものなので、愚直に続けていく事が大切だと思います。重要なことは、いかにやる気をもって改善に取り組んでもらえるか、いわば改善のきっかけづくりをどう進めるかが継続的な課題です。まだまだ引っ張っていかないと回らないところもありますが、それが一旦回りだすとうまく続いていくのだと思います。
誰かに指示され、やらされるのではなく、自らが考え、行動するVPMの考え方を導入して、自ら頑張った成果が出てきたと感じています。「知識と行動」で新たな挑戦を続けることで、これからも活動を続けていきたいと思います。





